特殊品・特注品・加工品をお探しの方!
商社ならではの提案力でお客様のご希望にお応えします!
お気軽にご相談ください!
目次
- 加工品製作の流れ
- 使用される主な機械
- 代表的な切削材の特徴
 チタン × 加工 特集
チタン × 加工 特集
- 特殊品・加工品【事例紹介】
- 特殊ヘッダー品でコストダウンを実現
- インチねじ UNF,UNC 組み込み品製作可能
| 特集ページをチェック | |
|---|---|
 |
 |
 |
 |
 (単純形状)(六角穴加工) (単純形状)(六角穴加工) |
 |
 |
●加工品製作の流れ
 |
 |
 |
| 挽き物といわれる金属切削加工とは、丸材・六角材等から部品を削り出す加工のことです。切削品には棒材より加工する方法以外にも、ヘッダー品または鍛造品より追加工する方法もあります。 | 切削に使用する工具には、ドリル・バイト・チップ・エンドルなどがあり、加工の種類によっていろいろなサイズや形状の工具を使用します。 (工具):(加工) ドリル:穴あけ バイト:外径切削・切り落とし チップ:外径切削・溝入れ・ネジ切 エンドミル:フライス・キー溝 |
図面を確認し使用工具の選定、セッティングを完了後プログラムの入力を行う。 形状により、回転数や刃物の移動スピード(送り )を調整します。 |
 |
 |
 |
| 加工方法は材料を回転(反時計回り )させ、バイトやチップ等をプログラム通りの動きで移動させて削ります。 |
出来上がった商品は、切削油や切削粉を除去するための洗浄を行います | 商品にあったな検査器具を使用し、検査が行われます。 |
●使用される主な機械
- CNC旋盤
- 基本的には手動の旋盤と同じですがコンプピューターで制御するため、入力されたプログラム通り自動的に加工できます。
- スイス型CNC自動旋盤複合タイプ
- 主軸(材料)移動型で、通称ピーターマンと呼ばれています。
材料をブッシュでつかみ前後にスライドできるため、刃物の位置を常に【0点】で切削でき、長尺物の加工を得意としています。また、ターレット機能が装備されており、側面からの加工も高精度で完了します。 - スイス型CNC自動旋盤複合タイプ(背面加工付き)
- 。複合タイプにブランクをつかみ返る機能が装備され、裏面の加工が工程内で可能になり加工精度アップと時間短縮ができます。
- 自動盤
- 円筒形のカムの凸凹によってバイトをコントロールし、カムが1回転することで1個分の加工が完了します。
- 自動ナット盤機
- 切削ナットの加工に使用されることが多い為、この名称がついています。
3行程しかできないのですが、その分効率よくなります。 - ベンチレース
- 卓上旋盤のことで、面取り・穴あけ等の簡単な加工に適しています。
- マシニングセンター
- フライスをCNCタイプに。各種ツールを8個から多い機種では20個以上装備しています。
形状に応じてプログラムに従ってツールを自動的にセット替えし、台座(プレート)が左右前後に移動し加工します。 - 旋盤
- 材料を1個分だけチャッキングし、バイトをセットしたツールを手動で操作して加工します。
- フライス盤
- 縦型フライスは、平面的な加工をします。穴あけ・タップ加工は、もとよりエンドミルを使ってキー溝の加工もできます。
- 順送プレス機
- 一面のプレートに数個の型があり、連続して加工していくことで順次単品として完成された形にします。
- ブレーキプレス機
- 通称「ブレーキ」と呼ばれているプレス機。
連続した薄板の曲げ加工が可能。 - タレットパンチングプレス
- 通称「タレパン」と呼ばれているプレス機。
穴の多い加工やR形状加工や複雑形状加工に威力を発揮します。 - 単発プレス機
- 抜き加工のほかに曲げ加工にも使用されます。
- ベンダー曲げ機
- プレス曲げでは角に少しあたり傷が残るが、ローラーを使っているのでほとんど傷にはならない。
Uボルトの製作に威力を発揮します。 - ホーミング
- 線材または板材の連続加工ができ、複雑な形状も完成品で出来上がります。
- レーザー加工機
- レーザーを使用して複雑な形状でも素材をコンピューター制御で溶かしながら切断します。
- スポット溶接機
- 2個の部品を銅のチップで上下から電圧を加えることにより瞬間的に溶接します。
- アルゴン溶接機
- アルゴンガスで部品を溶かしながら溶接します。
- 平面研削版
- 製品の表面を平行に研磨する機械。表面の粗さを仕上げたり平面寸法公差をミクロン単位での管理もできます。
- センターレス研磨機
- 平行ピンなどの外径を研磨する機械。軸全体を研磨する「通し研磨」と一部分を研磨する「停止研磨」があります。
※センターレスとはセンターは出てないという意味で、外見を研磨するだけで同軸度が出ているかどうかとは関係がありません。 - 転造盤
- 通称「丸転」と呼ばれ、ネジの転造以外にもローレットの加工もできます。
2個のダイスが接近することによってゆっくり揉み上げるため質の良いねじができます。 - シャーリング
- 略して「シャー」ともいわれ、定借寸法の板を指定巾に切断します。
- ボール盤
- 穴あけ加工に使用されており、タッピング(タップ加工)機能を装備した機種もあります。
- ポリコンマシン
- 刃物とブランク(加工前商品)を回転させ、回転数の違いで二面割、四面割、六面割などの加工が一回のチャッキングでできます。
●代表的な切削材の特徴
| 材料名 | 規格名称 | 規格 | 特性 | 用途 |
|---|---|---|---|---|
| SUM24L | いおう快削鋼 | JISG4804 | 炭素鋼の被削性を向上させる為に硫黄を添加した鋼材。炭素鋼に比較して強靭さは劣る。末尾に「L」がつくものは「Pb」を含む | 強靭さをあまり必要としない機械補任に広く使用 |
| SS400 | 一般構造用圧延鋼材 | JISG3101 | 靭性に優れており、冷間加工あるいは溶接が容易である。400の数値は引張強さを示す。 | 建築・船舶・車両・多種構造物やボルト・ナット・軸などの一般部品 |
| C3604 | 快削黄銅 | JISH3250 | 被削性に優れ加工性、打抜性もよい。C3602は展延性もよい | ボルト・ナット・小ねじ・歯車・バルブ・時計・カメラ部品など |
| S45C | 機械構造用炭素鋼鋼材 | JISG4051 | 冷間加工性、溶接性はやや悪い。焼き入れ焼き戻しによって適時な強さと靭性が得られる | 船舶・車両・軸・歯車の部品・ボルト・ナットピン・キーなど |
| SCM435 | クロムモリブデン鋼鋼材 | JISG4105 | 炭素鋼に比べて焼き入れ性に優れている。調質することにより優れた強度・靭性が得られる。 | 工作機器部品・軸・歯車・六角穴付きボルトなど |
| SK4 | 炭素工具鋼鋼材 | JISG4401 | 高速度鋼に似た高合金で、炭素含有量が低い。タングステンを多く含有しているため耐摩擦性が高い | プレス型・ダイカスト型押し出し工具 |
| SUS303 | ステンレス鋼棒 | JISG4303 | オーステナイト系ステンレス鋼。被削性、耐焼付性良好。S(硫黄)・P(リン)えお添加し被削性を向上。ねじに追加工する際は304より303のほうが加工しやすいです。 | ある程度の耐食性が必要で溶接を伴わない加工部品全般 |
| SUS304 | ステンレス鋼棒 | JIJG4303 | オーステナイト系ステンレス鋼。耐食性良好。溶接性、曲げ加工良好 | 食品設備。一般科学設備、原子力用ボルトなど |
| SUS316 | ステンレス鋼棒 | JIJG4303 | オーステナイト系ステンレス鋼。海水に対する耐食性良好。耐薬品性にも優れる。SUS304に比べ加工はしにくい。 | 海水プラント設備、薬品設備、耐食ボルトなど |
| SUS416 | ステンレス鋼棒 | JISG4303 | マルテンサイト系ステンレス鋼。被削性がステンレス鋼の中で最良の鋼種。マルテンサイト系の快削鋼。 | 焼き入れ処理を施して使用 |
| SUS420J2 | ステンレス鋼棒 | JISG4303 | マルテンサイト系ステンレス鋼。焼き入れ後の硬度が高い | 刃物。ノズル。バルブ |
| SUS430 | ステンレス鋼棒 | JISG4303 | フェライト系ステンレス鋼。耐食性の優れた汎用鋼種 | 家電部品。家庭用器具。建築内装品 |
| SUS420F | ステンレス鋼棒 | JISG4303 | マルテンサイト系ステンレス鋼。SUS420J2の被削性改良鋼種 | 刃物・ノズル・バルブ |
| A2017 | アルミニウム合金(Al-Cu系) | JISH4040 | 焼き入れ焼き戻しにより、工材に匹敵する強度が得られる。Cuを多く含むので耐食性が劣る | 航空機・油圧部品・ぎあーなど |
| A5052 | アルミニウム合金(Al-Mg系) | JISH4040 | 中程度の強度を持つもっとも一般的な合金。耐食性・加工性がよく、特に耐海水性に優れ、溶接性も良好 | 一般板金。船舶・車両・建築・飲料缶など |
| POM | ポリオキシメチレン | 耐薬品性。耐摩擦性に優れている。切削性もよく、機械的強度も良好 | 歯車・カム・モーター・ファスナー・バルブなど | |
| PTFE | 4フッ化エチレン(フッ素樹脂) | 耐熱性・耐薬品性に一番優れている。機械的強度は劣る。耐熱性は290℃、耐薬品性は酸、アルカリ、各種溶剤にも良好 | 電気部品・薬品設備 |
●チタン×加工 特集

強靭・高耐食・軽量・ノンアレルギー
夢の材質【チタン】をより身近に!!
チタン加工の難しさ
| チタンの特性 | チタンの弱点 |
|---|---|
| 引っ張り強度が強い | 切削が難しい。 |
| ヤング率が小さい(=たわみやすい) | プレス成形が難しい。 |
| 熱伝導率が小さい | 溶接が難しい。 |
| 化学的に活性である | 焼き付きやすい |
●他金属材質との物性比較
上記のようにチタンは高性能な材質だからこそ加工するにあたって様々な弱点もあります。
また、コスト的にも高価なことから、なかなかチタンが普及していないのが現状です。
トミタラシは次世代材質【チタン】加工をトータルサポートいたします。
・最適な加工方法の選定
①プレス成形加工
②切削加工
③セッター加工
④射出成型 etc
・コスト面
お気軽にご相談ください!
●特殊品・加工品【事例紹介】
特殊品・加工品で工数削減・コストダウンの実現!!

先端すり割りボルトネジの先端部にすりわり加工を施し、ベーキング処理をしたもの。 |

貫通穴付きアイボルトアイボルトに貫通穴をあけたもの。 |

ピン穴加工ボルト六角ボルトにピン穴加工をしたもの。 |

締付ねじ |

ヒューズボルト六角ボルトの中心にに止まり穴をあけ、ネジの外周にくぼみを持たせたもの。 |

外歯組み込みなべ小ねじ歯付座金外歯をナベ小ねじに組み込んだもの。 |

段付きフランジボルト多段ヘッダーで加工します。 |

胴細加工トラス小ねじトラス小ねじの首下部分を削り、脱落防止機能を持たせたもの。 |

ピン穴付き薄平リベット薄平リベットにピン穴加工をしたもの。 |

貫通穴付きナット |

すり割りつきフランジねじ多段ヘッダーで加工し、ねじ山を転造してすりわり加工を施したもの。 |

端子ボルトボルトの頭部に端子部品をロウ付けしたものになります。 |

キャッスルナット |

パネル取り付け用ねじ切削加工をしたもの。 |

取り付けネジ |

特殊つまみねじ |

とがり先脱落防止丸皿小ねじ |

不完全ネジ部付き皿ボルト |

パネルファスナー |

胴細加工ボルト |

貫通穴付きボルト |

パネル取り付けねじ |

パネル取り付けねじ |

パネル取り付けねじ |

銘板取付ボルト |

貫通穴ボルト |

貫通穴付きナベ小ねじ |
 |
 |
 |
 |

フランジ |
 |

曲げ加工、平先加工 |

チタン製 |

ホゴカバー |

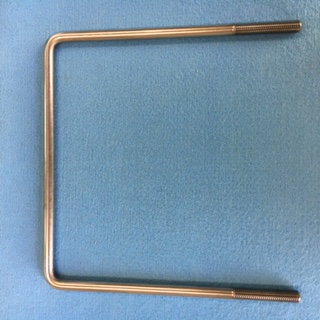
コ型ボルトプレート |

ステンレス製特注座金 |

スプリングボルト |
●特殊ヘッダー品でコストダウンを実現
【特殊ヘッダー品】も対応可能です!!
・多段ヘッダー
・ヘッダー+追加工
全切削品も【ヘッダー+追加工】でコストダウンを提案します
特殊ヘッダーのコストダウン事例
- 半端なサイズの切断加工➡小ロットヘッダー品でコストダウン
- 全切削のローレットビス➡多段ヘッダーで大幅コストダウン
●インチねじ UNF,UNC 組み込み品製作可能
※上記以外にも実績多数!!
用途・問題点・予算等お気軽にご相談ください